| 類別 : | 全合成切削液 | 性能 : | 防銹切削液 |
| 溶解性 : | 水溶性切削液 | 產品規格/型號 : | DRK |
| 執行標準 : | GT/T201625 | 主要用途 : | 冷卻、潤滑、防銹等 |
| CAS : | NO | 品牌 : | 德潤克 |
切削液的使用和維護
(一)換液前準備
1 清除廢液、鐵屑、磨屑等廢棄物和雜物
2 用含有清洗、防銹、殺菌作用的溶液徹底循環清洗水箱管道等與切削液接觸部位,可采用循環噴洗、擦洗、刷洗等多種方式,不留死角。推薦使用溶液如下:AT-111殺菌清洗劑:3-5% 水:余量。
(二) 切削液選用與槽液配制
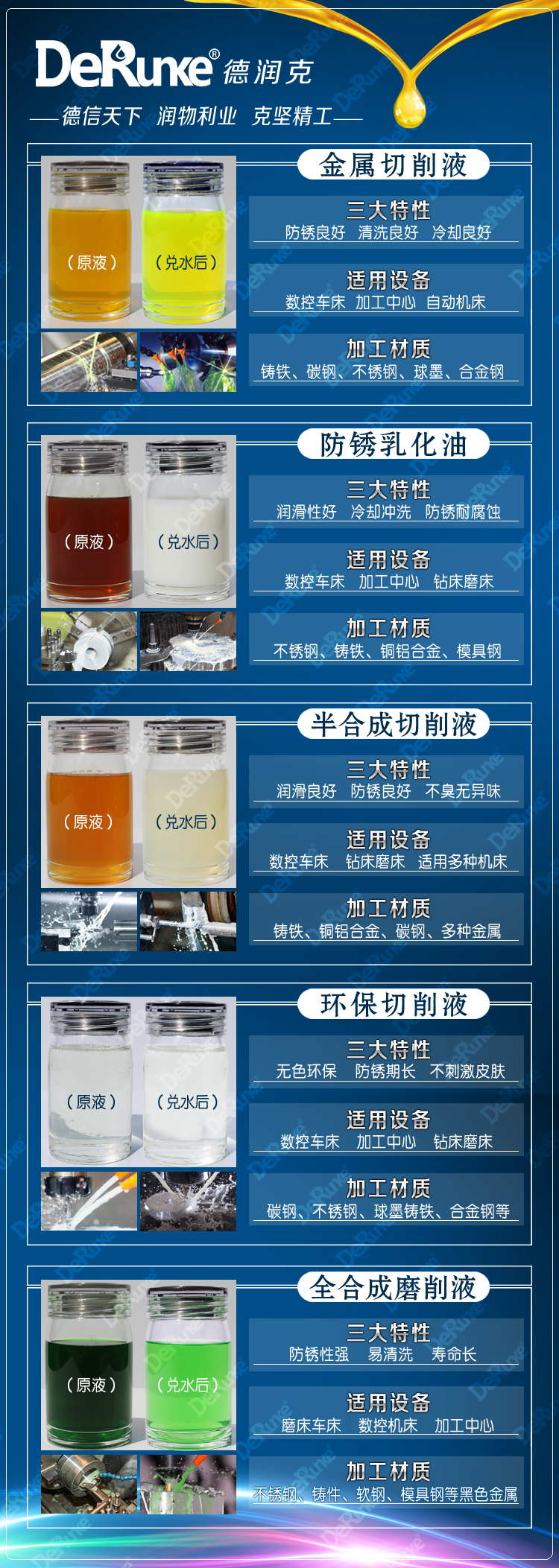
1 根據加工方式、加工設備和材料種類選擇適宜的切削液
2 槽液配制
乳化液:按比例向水中加入乳化油,邊攪拌邊加入,宜選用低硬度水配制。微乳液 水基全合成切削液:加入順序無特殊要求,
加工特殊易腐蝕鋁件,可在槽液中加入0.3-0.5%水玻璃或其它鋁緩蝕劑
3 槽液濃度:一般:3-10% 標準濃度:5%
夏季一般選:5-10%,冬季一般選:3-5%,凡對潤滑、防銹或光潔度要求高的加工過程取上限濃度或更高濃度。
切削液使用和維護中的常見問題解決方法
問題 | 主要原因 | 解決方法 |
乳化液油水分離 | 槽液配制方法不當 廢油 雜質混入多 嚴重腐敗變質 水硬度大 | 按正確方法配制槽液. 定期清除浮油和雜質. 更換槽液. 用軟化水配制槽液,或加入硬水軟化劑 |
機床工件易生銹 | 槽液濃度降低 槽液PH值降低 嚴重腐敗變質 | 補加原液. 補加原液或或PH值調整劑. 更換槽液. |
槽液易腐敗變質 | 槽液濃度降低 槽液PH值降低 廢油 雜質混入多 | 補加原液. 補加原液或PH值調整劑. 定期清除浮油和雜質. |
節假日后槽液腐敗發臭 | 停產期間厭氧菌和其它細菌迅速繁殖 | 放假前將槽液濃度和PH值調整好,并加入適量殺菌劑,循環1-2小時. 如果放假時間長,每隔3-5天, 將槽液循環3-5小時. |
加工精度低 | 冷卻不足 潤滑不足 | 提高冷卻效果 提高濃度或選用潤滑好的冷卻液 |
刀具磨損大 | 潤滑不足 | 提高濃度或選用潤滑好的冷卻液 |
粘刀 積瘤 | 活性極壓潤滑差 | 選用含活性極壓劑的切削油 |
加工區溫度高 | 冷卻不足 | 增大供液壓力和供液量 |
道具崩刀 | 冷卻不均勻 潤滑不足 | 改善供液方法,擴大冷卻范圍 選用切削油 |